|
제품 상세 정보:
|
| 보증: | 1년이요 | 애프터 서비스는 제공되었습니다: | 현장 설치, 작동하는 것고 훈련하면서, 이용 가능한 해외 제 3 자 지원 |
|---|---|---|---|
| 전압: | 220V/380V,Customized | 상태: | 새롭습니다 |
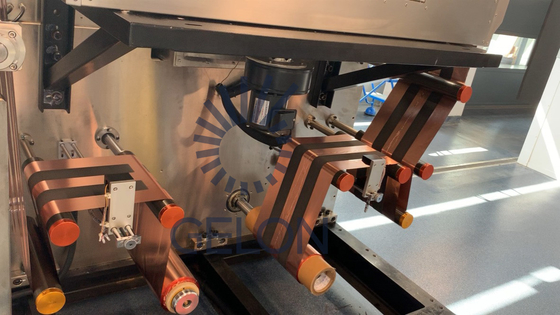
| 재료: | 스테인레스 강 | 애플리케이션: | 전극 제작 |
| 어플리케이션 필드: | 리튬 이온 전지 | ||
| 강조하다: | 전극 제조업 배터리 생산 장치,스테인레스 강 슬롯 다이 코터,배터리 생산 장비 300 밀리미터 코팅 |
||
![]()
I. 장비 파라미터
| 기초 자료 두께 | 알루미늄 호일 : 0.010-0.030mm, 동박 :0.006~0.030mm |
| 기초 자료 폭 | 알루미늄 호일 :100-320mm, 동박 : 100-320mm |
| 최대. 습식 코팅의 두께 | 8-400um (슬러리의 점착성이 허락됩니다) |
| 맥스. 도포 폭 | 300 밀리미터, 최대. 롤폭을 코팅하는 것 :360 밀리미터 |
| 기계적 테이프 속도 | 0.5-7m/min |
| 도포 속도 | 0.1-1.0m/min |
| 건조 오븐 길이 | 1대 일부 건조 오븐 * 1.2m/part=1.2m |
II. 장비 상술
1 . 도포 방법 : 거리 슬롯 다이 코팅 간헐 도장 : 5-8000 mm±1 밀리미터 (배터리 규격에 따라 조정할 수 있는)
2. 코팅 정확성 :
2.1 정확도 허용한도 : 다음의 건조 두께일면 음극 :±2.5um, 음극 :±2.5um (단면 측정 4-5 핵심이 수직 단면 측정 간격은 100입니다 밀리미터)
2.2 정부 정렬 허용 오차를 코팅하는 것 : <>
2.3 일반적인 길이 허용 오차 :≤±1.0mm
2.4 평균 폭 허용한도 :≤±1.0mm은 말했습니다 : 첫번째와 위쪽에 제2 인디케이터는 슬러리 조건 (점착성, 입자 크기, 균일성, 기타 등등)이 장비 파라미터의 설정과 일치할 때 최고 효과를 가져야 합니다
3. 배터리 내경 :3는 조금씩 움직이고 공기 팽창 롤러를 채택합니다
4. 장력 조정 : 코팅된 부동 로라 긴장 피드 제어
5. 편향 보정 제어 정밀도 : ±0.01mm, 일탈 정확도 :±1mm
6. 운영자는 전면으로부터 도포 설비를 운영합니다
7. 건식 타입 : A.Hot 자연 건조, 열풍 순환 (상위 공급 공기) ; 또는 상부 및 하부 공급 공기 B.Heating : 전기 비축 5.0 KW*1 part=5.0 KW C.Heater
8. 오븐 길이 :1part*1.2m/part=1.2m
9. 오븐 재료 : 스테인레스 강
10. 오븐 온도 : 실온 ~150 C, 조정할 수 있는, 온도 제어 accuracy < ±5 C 3세. 전극 기판이 언와인딩 장치에 위치시킨 과학 기술적인 프로세스는 자동적으로 수정되고, 그리고 나서 요동암 장력 시스템에 들어갑니다. 언와인딩 장력을 조정한 후, 그것은 도포 헤드에 들어가고 전극 슬러리가 코팅 시스템의 세팅 프로그램에 따라 코팅됩니다. 코팅된 젖은 전극은 허풍에 의해 마르늘 오븐에 들어갑니다. 마르는 후, 전극의 긴장이 장력 시스템에 의해 조정되는 반면에, 권취 속도는 그것을 도포 속도에 동기화시키기 위해 제어됩니다. 전극은 그것을 중앙 위치에 보존하기 위해 자동적으로 보정 시스템에 의해 보정되고 권취기가 와인딩을 위해 사용됩니다.
담당자: Ekain Zhang
전화 번호: +8618669965529
팩스: 86-0539-8067529